Jádro kurzu: ve správném pořadí vykalibruješ teplotu, flow, pressure advance, retrakce a input shaper a srovnáš si tiskárnu do formy.
Tohle je spolu s troubleshootingem jádro celého kurzu. Kalibrace je to, co odděluje "tiskárnu, co někdy něco vyplivne" od stroje, kterému věříš. Naučíš se, v jakém pořadí kalibrovat (na pořadí fakt záleží), jak najít správnou teplotu temp towerem, jak srovnat flow, naladit pressure advance, zkrotit stringing retrakcemi a srazit ghosting input shaperem. A přes celý modul platí jedno zlaté pravidlo: první řešení problému s kvalitou je ZPOMALIT. Než budeš ladit deset parametrů, zkus to napřed pomaleji — čím rychleji tiskneš, tím horší kvalita.
mírně pokročilý⏱ 11 min
Lekce 8.1 — Pořadí kalibrace (mapa)
🎯 Cíl lekce: Po lekci víš, v jakém pořadí kalibrovat a proč na pořadí záleží — máš mapu celého modulu.
Výklad
Kalibrace není náhodné šahání po sliceru. Jednotlivé parametry na sobě závisí — když naladíš retrakce při špatné teplotě, můžeš to celé dělat znovu, až teplotu změníš. Proto se kalibruje v pořadí, kde každý krok stojí na tom předchozím.
Doporučené pořadí
Praxe i návody (OrcaSlicer, Ellis) se shodnou na téhle posloupnosti:
Teplota (temp tower) — všechno ostatní závisí na ní.
Max objemová rychlost (max volumetric speed) — kolik materiálu tryska vůbec stihne protlačit.
Pressure advance / Flow dynamics — kompenzace tlaku v trysce.
Flow / extrusion multiplier — kolik materiálu reálně teče.
Retrakce — boj se stringingem.
Cornering (jerk/junction deviation) — chování v rozích.
Input shaping — potlačení ghostingu, umožní vyšší rychlost.
VFA — jemné svislé artefakty na povrch (poslední ladění).
Ellis to pořadí trochu liší (e-steps → pressure advance → extrusion multiplier → retrakce), ale princip je stejný: nejdřív základ (kolik a jak horké), pak jemnosti (jak to teče v rozích a při zrychlení).
Proč zrovna takhle
Teplota mění viskozitu plastu — ovlivní flow, retrakce i stringing. Proto je první. Flow a pressure advance řeší, kolik a jak materiál teče, takže musí být dřív než retrakce, které ladíš na konkrétní množství. Input shaper a cornering jsou až nakonec, protože to jsou věci, které ti dovolí tisknout rychleji, aniž se rozsype kvalita — ale nemá smysl je řešit, dokud nemáš srovnaný základ.
Kdy vůbec kalibrovat
Originální profily výrobce jsou dobrý start — nešahej do nich, dokud nevíš, co děláš. Kalibruj při novém filamentu (hlavně jiné značce nebo barvě), po výměně trysky, když začne stringovat nebo se objeví vady. U Bambulabu hodně věcí jede automaticky (srovnání podložky, výška trysky, vibrační kompenzace) — auto první vrstva a řemeny fungují dobře. Naopak automatickou flow kalibraci na texturovaných plátech praxe roky nepoužívá, protože lidaru na textuře nesedí.
Klíčová čísla (tahák)
Pořadí kalibrace (OrcaSlicer): teplota → max objemová rychlost → pressure advance → flow → retrakce → cornering → input shaping → VFA.
Max objemová rychlost v praxi kolem 12 mm³/s (limit, který tě brzdí dřív než maximální rychlost v mm/s).
Bambu auto: srovnání podložky, výška trysky, vibrační kompenzace, hluk motorů.
⚠️ Časté chyby
Kalibrovat na přeskáčku — naladit retrakce, pak změnit teplotu a divit se, že stringuje.
Šahat do profilů výrobce hned, bez znalosti, co která hodnota dělá.
Spoléhat na auto flow na texturovaném plátu — lidaru tam nesedí.
Zapomenout na pravidlo zpomalit — pořád platí: první řešení kvality je snížit rychlost.
✅ Praktický úkol
Otevři si v OrcaSlicer (nebo Prusa/Bambu Studiu) kalibrační menu a najdi všech osm kroků v pořadí výše. Připrav si suchou cívku jednoho filamentu, na kterém budeš celý tenhle modul kalibrovat — projdeš ho krok po kroku v dalších lekcích.
mírně pokročilý⏱ 12 min
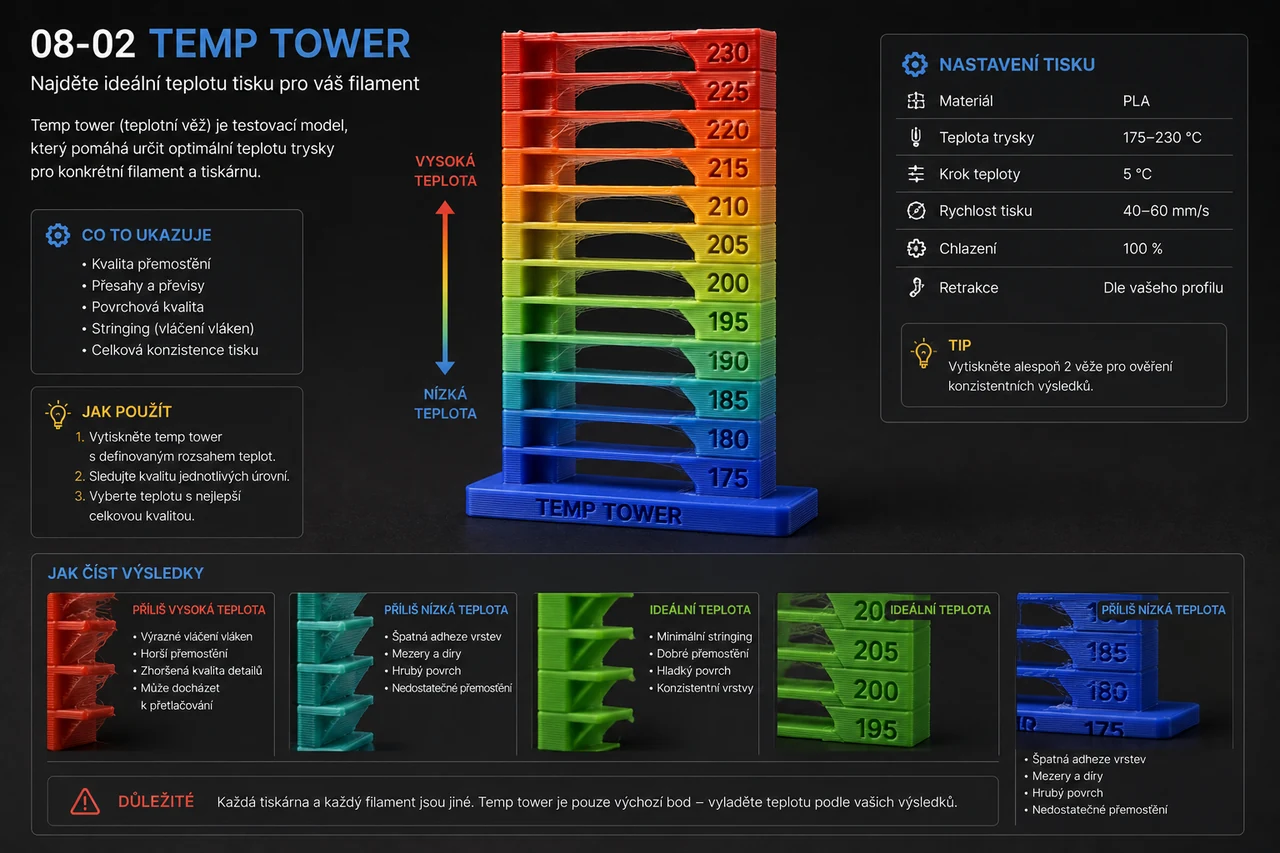
Lekce 8.2 — Temp tower (teplotní věž)
Vytištěná teplotní věž (temp tower) s patrnými rozdíly mezi teplotami
🎯 Cíl lekce: Po lekci umíš vytisknout temp tower a vybrat teplotu podle toho, jestli chceš hezký vzhled, nebo maximální pevnost.
Výklad
Teplota je první kalibrace a má největší dopad. Temp tower je věž rozdělená na patra, kde každé patro tiskne tiskárna o pár stupňů jinak — typicky shora dolů od nejteplejšího po nejstudenější. Pak se podíváš, které patro vypadá nejlíp, a tu teplotu používáš.
Vzhled vs. pevnost
Tady je věc, kterou hodně lidí netuší: nejlepší teplota na vzhled není nejlepší teplota na pevnost. Data z testů (CNC Kitchen) to ukazují krásně.
U PLA roste pevnost s teplotou: při 200 °C má vzorek kolem 37 MPa, při 230 °C dosáhne maxima zhruba 40 MPa a při 270 °C zase spadne na 32 MPa. Takže pro maximální pevnost jeď až k horní hranici — u PLA maximum kolem 230 °C, výš už pevnost klesá. Pro hezký povrch naopak jeď spíš dolů (míň stringingu, ostřejší detaily).
U PETG je to podobně: 230 °C dá kolem 30 MPa, 245 °C je maximum zhruba 32 MPa a při 260 °C spadne na 24 MPa.
Pravidlo: vzhled → spodní hranice teploty, pevnost → horní hranice. A vždy tiskni temp tower ze suchého filamentu, jinak ti vlhkost zkreslí výsledek.
Jak to dělat v praxi
V praxi se to dá zjednodušit i bez věže. U PETG třeba: když chlupatí a stringuje, snižuj teplotu. Nebula PETG běžně jede 220–230 °C, pomalu klidně 220, na rychlém tisku až 245. PLA má smysl držet kolem 210–215 °C na vzhled a hnát k 230 °C, když potřebuješ, aby to drželo.
Klíčová čísla (tahák)
Temp tower — pevnostní data (CNC Kitchen, suchý filament):
Materiál
Teplota
Pevnost
PLA
200 °C
37 MPa
PLA
230 °C
40 MPa (max)
PLA
270 °C
32 MPa
PETG
230 °C
30 MPa
PETG
245 °C
32 MPa (max)
PETG
260 °C
24 MPa
Pravidlo: vzhled → spodní hranice, pevnost → horní hranice.
PLA maximum pevnosti kolem 230 °C (výš klesá).
Praxe PETG: 220 °C pomalu, až 245 °C rychle.
⚠️ Časté chyby
Tisknout temp tower z vlhkého filamentu — výsledek nic neřekne.
Hnát teplotu nahoru pro vzhled — víc tepla = víc stringingu a horší detaily.
Předpokládat, že jedna teplota je nejlepší na všechno — jiná na vzhled, jiná na pevnost.
Zapomenout, že nad maximem pevnost zase klesá (PLA nad 230, PETG nad 245).
✅ Praktický úkol
Stáhni temp tower model a vytiskni ho ze suchého filamentu, který používáš nejvíc. Projdi patra, vyber jedno na vzhled a jedno na pevnost a poznamenej si obě teploty k danému filamentu — budeš je používat podle toho, co zrovna tiskneš.
pokročilý⏱ 12 min
Lekce 8.3 — Flow / extrusion multiplier
🎯 Cíl lekce: Po lekci umíš srovnat flow tak, aby vrchní plochy byly hladké, bez děr a bez přeplácnutí.
Výklad
Flow (extrusion multiplier) říká, kolik materiálu reálně teče. Když je moc nízký, vrchní plocha má mezi čarami díry a celkově to vypadá podvyživeně. Když je moc vysoký, materiál se přetlačuje, vrch je hrbolatý a hrany lezou ven (přeextruze).
Ellisova metoda
Osvědčený postup (Ellis): vytiskni krychli 30 × 30 × 3 mm, vrchní plochu nastav na Monotonic, šířku čáry na 100 % a ironing vypni. Pak tiskni varianty po 1–2 % v rozmezí zhruba 92–98 % a vyber tu, kde je vrch nejhladší. Když máš vítěze, dolaď ho po 0,5 %. Cíl je rovný, hladký vrch bez děr a bez hrbolů. Sleduj hlavně střed plochy, ne kraje. Když si nejsi jistý mezi dvěma hodnotami, vol radši vyšší EM.
Bambu metoda
Bambu to dělá ve dvou kolech: nejdřív hrubě v rozsahu 80–120 (krok 5), pak jemně 91–100 (krok 1). Hodnoty nad 1,00 jsou vzácné — když ti vychází, že potřebuješ flow výrazně nad 100 %, spíš máš jiný problém. Před kalibrací vždycky vyčisti trysku, jinak měříš špínu, ne flow.
Pro PETG bývá výchozí flow ratio v Bambu Studiu kolem 0,95 — ber to jako startovní bod, od kterého ladíš. (Konkrétní default si vždy ověř v profilu svého filamentu, hodnoty se liší podle značky.)
Klíčová čísla (tahák)
Ellis krychle: 30 × 30 × 3 mm, top Monotonic, width 100 %, ironing OFF.
Variace po 1–2 %, rozmezí 92–98 %, dolaď po 0,5 %.
Při pochybnosti vol vyšší EM. Sleduj střed plochy.
Kalibrovat flow na špinavou trysku — měříš nečistotu, ne tok.
Hnát flow nad 100 % kvůli dírám ve vrchu, místo aby ses podíval na teplotu a pressure advance.
Hodnotit kraje místo středu plochy.
Nechat ironing zapnutý při kalibraci — zamaskuje ti skutečný stav.
✅ Praktický úkol
Vytiskni Ellisovu krychli 30 × 30 × 3 mm v několika variantách flow (92, 94, 96, 98 %). Vyber tu s nejhladším středem vrchní plochy a hodnotu si ulož do profilu daného filamentu.
🎯 Cíl lekce: Po lekci chápeš, co pressure advance dělá, poznáš na výtisku moc vysokou i moc nízkou hodnotu a umíš ji nakalibrovat.
Výklad
Pressure advance (u Bambu Flow Dynamics, výsledkem je K-value) řeší tlak v trysce. Když tiskárna zrychluje a zpomaluje, v trysce se tlak nestihne hned vyrovnat — na začátku čáry je málo materiálu, na konci přebývá. Pressure advance to kompenzuje tím, že mění rozložení materiálu v čase, ne celkové množství. To je důležité: neřeší, kolik materiálu teče (to je flow), ale kdy.
Jak poznáš špatnou hodnotu
Nejlíp se to pozná na rozích:
Moc vysoký pressure advance = prohlubně v rozích (tiskárna před rohem ubere víc, než má).
Moc nízký pressure advance = vyboulení v rozích (materiál se nahrne).
Cílíš na rohy, které jsou ostré a rovnoměrné, bez propadů i bez nálitků.
Na čem hodnota závisí
Pressure advance není jedno číslo navždy. Mění se s filamentem, průměrem trysky, teplotou, input shaperem a typem hotendu (direct vs. bowden). Proto ho kalibruj při novém filamentu, opotřebené trysce, když navlhne, nebo když změníš teplotu.
Slicer-specifika
U Prusy se nastavuje příkazem M572 (parametr S, šířka W má default 0,04). Od firmware 5.0.0 M572 nahradil starší Linear Advance (M900). U Bambu jede Flow Dynamics buď automaticky, nebo manuálně a výstupem je K-value — kalibruj ho při novém filamentu, opotřebené trysce, vlhku nebo změně teploty. Počítej s tím, že měření má jitter kolem 10 %, takže drobné rozdíly neřeš. U průhledných filamentů je kalibrace nespolehlivá — kamera/lidar špatně čte.
Klíčová čísla (tahák)
Vysoký PA = prohlubně v rozích; nízký PA = vyboulení v rozích.
Mění množství? Ne — mění rozložení materiálu v čase.
Závisí na: filament, průměr trysky, teplota, input shaper, hotend (direct/bowden).
Prusa: M572 (S, W default 0,04); od FW 5.0.0 nahrazuje Linear Advance (M900).
Kalibrovat při: novém filamentu, opotřebené trysce, vlhku, změně teploty.
⚠️ Časté chyby
Plést si pressure advance s flow — PA mění rozložení, flow mění množství.
Honit drobné rozdíly pod úroveň jitteru (~10 %).
Kalibrovat na průhledném filamentu a divit se, že to neměří.
Nakalibrovat jednou a používat napořád přes různé filamenty a teploty.
✅ Praktický úkol
Vytiskni pressure advance / flow dynamics test (vzor s čarami nebo rohy podle tvého sliceru). Najdi hodnotu, kde jsou rohy nejostřejší bez propadů a nálitků, a ulož ji k profilu filamentu. Pak ten samý filament zkus o 10–15 °C tepleji a podívej se, jestli se ideální hodnota posunula.
mírně pokročilý⏱ 14 min
Lekce 8.5 — Retrakce a boj se stringingem
🎯 Cíl lekce: Po lekci umíš nastavit retrakce pro direct i bowden a víš, v jakém pořadí proti stringingu postupovat.
Výklad
Stringing jsou ty tenké vlásečnice, co se táhnou mezi částmi výtisku. Vznikají, když materiál vyteče z trysky během přejezdu naprázdno. Retrakce je obrana: extruder zatáhne strunu zpátky, aby z trysky nekapalo.
Pořadí: nejdřív teplota, pak retrakce
Tohle je důležité a hodně lidí to dělá obráceně. Nejdřív teplota, až potom retrakce. Když to chlupatí, zkus napřed snížit teplotu — PETG třeba kolem 220 °C a níž, dokud se to nepřestane táhnout. Teprve když teplota nestačí, lez do retrakcí.
A nezapomeň na mýtus vlhkosti: když ti to stringuje, většinou to není vlhký filament, ale špatné nastavení retrakcí nebo špinavá tryska. PETG běžně nenavlhne, pokud ho neskladuješ ve vlhkém sklepě. Necpal bys hned cívku do sušičky — projdi napřed teplotu, retrakce a trysku.
Konkrétní hodnoty
Tady jsou výchozí body z praxe, podle typu extruderu:
Direct drive (Prusa MK4S, většina Bambu): start 0,5 mm @ 35 mm/s. Zůstaň pod 1 mm, maximum kolem 2 mm. Prusa MK2.5/MK3 mají strop 2 mm, Bambu nepřekračuj 2 mm. (V praxi se na Prusách jezdí i kolem 0,8–1,2 mm — ale začni nízko.)
Bowden (Ender a spol.): start 1 mm @ 35 mm/s, maximum kolem 3 mm. Prusa MINI má default 3,2 mm. U bowdenu je dráha delší, protože struna musí projít celou trubičkou.
Z-hop: 0,2 mm. Nad 0,3 mm začne víc stringovat, takže to nepřeháněj.
Rychlost retrakce: lépe kolem 30 mm/s.
Pozor na to nepřepálit. Moc velká retrakce = delší tisk a riziko, že materiál chybí na začátku další čáry (díry, podextruze).
Praktický trik na zbytky
I po dobrém nastavení ti občas zůstane pár drobných vlásečnic. V praxi je nejrychleji odstraníš opálením — horákem nebo Dremelem rychle přejedeš povrch a chloupky zmizí. Nouzově funguje i horkovzduch kolem 200 °C na 1–2 sekundy. Není to švindl, je to běžná dokončovací operace.
Klíčová čísla (tahák)
Typ
Start retrakce
Rychlost
Max
Direct drive
0,5 mm
35 mm/s
~2 mm (zůstat pod 1)
Bowden
1 mm
35 mm/s
~3 mm (Prusa MINI default 3,2)
Z-hop: 0,2 mm (nad 0,3 víc stringingu).
Rychlost retrakce: ideálně kolem 30 mm/s.
Pořadí proti stringingu: (1) teplota → (2) retrakce.
Mýtus vlhkosti: stringing = většinou špatné nastavení/špinavá tryska, ne vlhko.
⚠️ Časté chyby
Hned obvinit vlhký filament místo teploty, retrakce a čisté trysky.
Ladit retrakce před teplotou — obrácené pořadí.
Přepálit retrakci (velká hodnota) → delší tisk + chybějící materiál a díry.
Velký Z-hop (nad 0,3 mm) → paradoxně víc stringingu.
✅ Praktický úkol
Vytiskni klasický retraction test (dvě věžičky vedle sebe). Nejdřív sniž teplotu o 5–10 °C a podívej se, jestli vlásečnice zmizí. Pokud ne, lad retrakci od výchozí hodnoty pro tvůj typ extruderu (0,5 mm direct / 1 mm bowden) směrem nahoru po malých krocích.
pokročilý⏱ 12 min
Lekce 8.6 — Input shaper a rychlost
🎯 Cíl lekce: Po lekci chápeš, co input shaper dělá, jak ho nastavit a proč ti dovolí tisknout rychleji bez ghostingu — a kdy stejně platí "zpomalit".
Výklad
Input shaper je poslední velký krok kalibrace. Řeší ghosting (taky ringing) — to jsou ozvěny, vlnky a duchové obrysy, které vidíš na stěnách za ostrými hranami. Vznikají z vibrací: tiskárna prudce změní směr, rám a osy se rozkmitají a ten kmit se otiskne do povrchu. Input shaper kmity vyhladí tím, že chytře tvaruje pohyb tak, aby se vibrace navzájem rušily.
Co udělat předtím
Než input shaper zapneš, srovnej mechaniku, jinak ladíš na vratké základně:
Napni řemeny. Na Prusách kontroluj přes Belt Status — hodnota 240–300 je v pořádku.
Vyčisti vodicí tyče. Na špíně se osy nepohybují plynule.
Jak to funguje a čísla
Na Prusách se input shaper nastavuje příkazem M593 s parametry: D (damping, default 0,1), F (frekvence), T (typ filtru) a R (default 20). Frekvenci zjistíš měřením rezonance (akcelerometrem) — modely CORE One L a XL mají akcelerometr zabudovaný. Pozor: input shaper není kompatibilní s crash detekcí, takže s ním ji budeš mít vypnutou.
Input shaper taky souvisí s pressure advance — když změníš jeden, ten druhý se může posunout. Proto je v pořadí kalibrace až po PA.
A pořád platí: zpomalit
Input shaper ti dovolí jet rychleji, ale neudělá z fyziky zázrak. Pamatuj: čím rychleji tiskneš, tím horší kvalita. Údaj 600 mm/s je marketing — reálně se kvalitně tiskne kolem 60–150 (špičkově 200) mm/s, vnější perimetry klidně jen 60 mm/s. A brzdí tě stejně maximální objemová rychlost kolem 12 mm³/s. Takže když máš problém s kvalitou i po input shaperu, první řešení je vždycky zpomalit.
Klíčová čísla (tahák)
Input shaper redukuje ghosting/ringing (ozvěny na stěnách).
Před: napnout řemeny (Prusa Belt Status 240–300 OK), čisté tyče.
Prusa: M593 — D (damping 0,1), F (frekvence), T (typ), R (20).
Pravidlo: první řešení problému s kvalitou = ZPOMALIT.
⚠️ Časté chyby
Zapnout input shaper na volné řemeny a špinavé tyče — ladíš na vratké základně.
Čekat, že crash detekce zůstane funkční — s input shaperem je vypnutá.
Honit marketingových 600 mm/s — reálná kvalitní rychlost je nižší.
Spoléhat, že input shaper nahradí zpomalení — když to drhne, zpomal.
✅ Praktický úkol
Vytiskni testovací kostku s ostrými hranami při své obvyklé rychlosti a prohlédni stěny za hranami na ghosting. Pak napni řemeny (na Prusě zkontroluj Belt Status), spusť kalibraci input shaperu a vytiskni stejnou kostku znovu. Porovnej ozvěny — a pro jistotu udělej i třetí kus o 30 % pomaleji, ať vidíš, co dělá samotné zpomalení.