Princip FDM, anatomie tiskárny, cesta od nápadu k dílu a z čeho se skládá kvalita výtisku.
Než začneš tisknout, potřebuješ pochopit, jak to vlastně funguje. Není to nutné znát do posledního šroubku, ale když budeš vědět, co se uvnitř děje, budeš umět řešit problémy místo toho, abys jen tápal. V tomto modulu si projdeme princip FDM tisku, rozebereme tiskárnu na hlavní části, ukážeme si cestu od nápadu k hotovému dílu a vysvětlíme, z čeho se skládá kvalita výtisku. Žádná zbytečná teorie — jen to, co fakt potřebuješ.
začátečník⏱ 12 min
Lekce 1.1 — Princip FDM: od struny k výtisku
🎯 Cíl lekce: Pochopíš, jak FDM tiskárna staví model po vrstvách z roztaveného plastu a proč to má vliv na pevnost dílu.
Výklad
FDM znamená Fused Deposition Modeling — česky řečeno taví se plast a klade se po vrstvách na sebe. Je to nejrozšířenější technologie domácího 3D tisku a princip je geniálně jednoduchý: vezmeš strunu plastu (filament), protlačíš ji rozehřátou tryskou a ta plast roztaví a uloží na podložku. Tryska jede podle předem připravené trasy, položí jednu vrstvu, podložka (nebo tryska) se posune o kousek výš a začne se další vrstva. Vrstva po vrstvě se ti tak postaví celý model.
Co se děje uvnitř
Filament je nejčastěji struna o průměru 1,75 mm namotaná na cívce. Podávací mechanismus (extruder) ji tlačí do horké části tiskárny (hotend), kde se roztaví, a vytlačuje ji tryskou ven. Tryska má typicky otvor 0,4 mm — to je standard, se kterým budeš pracovat naprostou většinu času. Roztavený plast vyjede ven, přilepí se na předchozí vrstvu a okamžitě tuhne. Proto musí být podložka i okolí ve správné teplotě — kdyby plast tuhnul moc rychle nebo moc pomalu, výtisk by se zkroutil nebo nedržel pohromadě.
Proč jsou vrstvy klíčové
Tohle si zapamatuj, protože je to základ všeho, co budeš dál řešit: výtisk je nejpevnější v rovině vrstvy a nejslabší mezi vrstvami. Představ si každou vrstvu jako lano — podél lana to drží skvěle, ale mezi dvěma lany (mezi vrstvami) se to dá relativně snadno roztrhnout. Když díl orientuješ tak, aby zatížení šlo podél vrstev, vydrží klidně až mnohonásobně víc, než když ho zatížíš napříč vrstvami. K orientaci se ještě vrátíme, ale tohle je důvod, proč na ní tolik záleží.
Druhá zásadní věc: tiskárna neumí tisknout do vzduchu. Každá vrstva potřebuje, na čem stát. Plast se dá vytlačit přes hranu jen do určitého převisu — zhruba do 40 stupňů od svislice to ještě drží. Strmější převisy potřebují podpory (dočasné podpěry, které pak odlomíš), nebo musíš model otočit. Vodorovné přemostění mezi dvěma body (most) zase často funguje samo, protože se filament napne — ale o tom později.
Co z toho plyne pro tebe
FDM je úžasně univerzální, ale má svoje hranice dané právě tím vrstvením. Povrch nikdy nebude dokonale hladký — vždycky tam budou vidět jemné schody jednotlivých vrstev (čím tenčí vrstva, tím méně). Přesnost je v řádu desetin milimetru, ne setin. A pevnost závisí na orientaci. Když tohle máš v hlavě, většina začátečnických problémů ti dává smysl sama od sebe.
Klíčová čísla (tahák)
Standardní průměr filamentu: 1,75 mm.
Standardní průměr trysky: 0,4 mm (větší = rychlejší, menší = jemnější).
Maximální převis bez podpory: zhruba 40° od svislice.
Maximální výška vrstvy: do 80 % průměru trysky (u 0,4 mm tedy do 0,32 mm; běžně se tiskne 0,2 mm).
Pevnost: nejvyšší v rovině vrstvy, nejnižší mezi vrstvami.
⚠️ Časté chyby
Orientovat namáhaný díl napříč vrstvami. Praskne v nejslabším místě. Otoč ho tak, aby síla šla podél vrstev.
Čekat dokonale hladký povrch. Vrstvy budou vždycky trochu vidět. Pomáhá tenčí vrstva nebo textura.
Tisknout strmé převisy bez podpor. Tiskárna neumí do vzduchu — nad zhruba 40° se to začne hroutit.
✅ Praktický úkol
Vezmi jakýkoli jednoduchý výtisk (nebo si stáhni krychli s otvorem) a v hlavě si rozmysli, kterým směrem půjdou vrstvy a kde by díl praskl, kdybys ho ohnul. Pak ho zkus mentálně otočit tak, aby případné namáhání šlo podél vrstev. Tohle uvažování budeš dělat u každého modelu po zbytek života s tiskárnou.
začátečník⏱ 14 min
Lekce 1.2 — Anatomie tiskárny
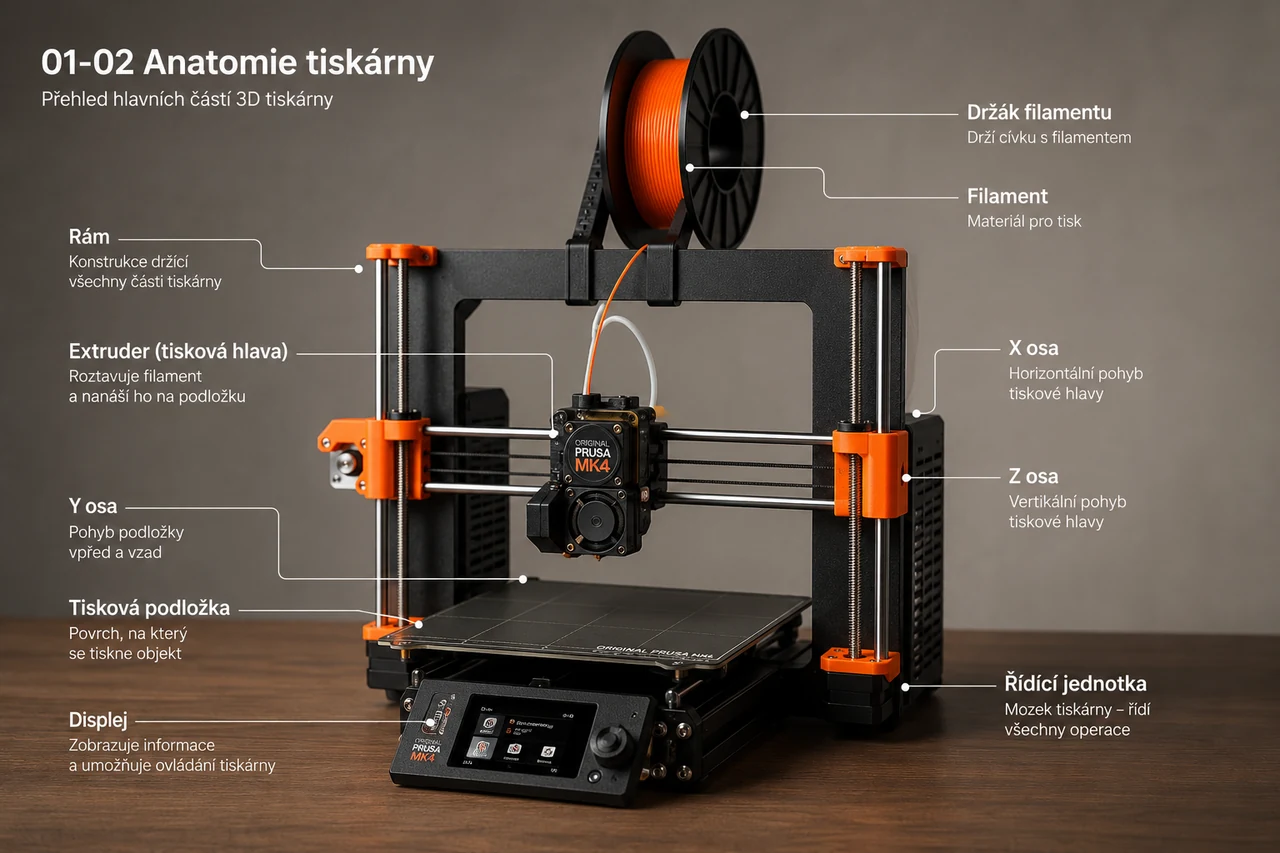
Anatomie tiskárny – přehledové foto stroje s popisky hlavních částí (tryska, hotend, extruder, podložka, řemeny)
🎯 Cíl lekce: Poznáš hlavní části FDM tiskárny — hotend, extruder, podložku, osy a řemeny — a budeš vědět, co každá dělá a kde se kazí.
Výklad
Abys uměl řešit problémy, musíš vědět, z čeho se tiskárna skládá. Nemusíš být mechanik, ale tyhle pojmy ti budou padat pod ruku pořád. Projdeme je popořadě.
Hotend a tryska
Hotend je horká část, kde se filament taví. Skládá se z topného tělesa, termistoru (čidlo teploty) a trysky, ze které vychází roztavený plast. Tryska je nejčastěji mosazná o průměru 0,4 mm. Mosaz je standard pro běžné materiály, ale u abrazivních materiálů (s uhlíkovým, skelným nebo dřevěným vláknem) se mosazná tryska rychle probrousí — z 0,4 mm se ti po pár stech gramech rozšíří na 0,6 až 0,8 mm a kvalita jde dolů. Na takové materiály potřebuješ kalenou (tvrzenou) ocelovou trysku. Hotend je taky první místo, kde řešíš ucpání — buď čističkou jehlou, nebo metodou cold pull (o tom v modulu o údržbě).
Extruder
Extruder je mechanismus, který tlačí filament do hotendu. Dělí se na dva typy. Direct drive má motor s podávacími kolečky přímo nad tryskou — lepší kontrola, kratší retrakce, zvládne i flexibilní materiály. Bowden má motor opodál a filament vede dlouhou trubičkou (PTFE) až k trysce — lehčí hlava, ale delší retrakce a horší práce s flexem. Podávací kolečka se opotřebovávají; je to jeden z dílů, který časem měníš.
Podložka (bed)
Na podložku se tiskne první vrstva, takže na ní hodně záleží. Bývá vyhřívaná, aby plast lépe držel a nekroutil se. Moderní tiskárny mají vyměnitelný pružný (flexibilní) ocelový plát s PEI povrchem — výtisk pak prostě ohneš a odloupne se sám. Plát bývá buď hladký (smooth/satin), nebo texturovaný. Zapomeň na sklo — tisk na sklo je za trest, výtisk se z něj špatně dostává a snadno praskne. Flexibilní plát je dnes standard a šetří ti spoustu nervů.
Osy a pohyb
Tiskárna se pohybuje ve třech osách: X (doleva-doprava), Y (dopředu-dozadu) a Z (nahoru-dolů). Podle toho, jak je řeší, dělíme tiskárny na typy — u "létající podložky" se pohybuje podložka v ose Y, u CoreXY se pohybuje jen tisková hlava a podložka jede jen dolů. K typům se dostaneme v modulu o výběru tiskárny. Pohyb zajišťují krokové motory přes řemeny a vodicí tyče nebo lineární vedení.
Řemeny a mechanika
Řemeny přenášejí pohyb z motorů. Když jsou volné, dostaneš tzv. ghosting (duchy, ozvěny tvaru za hranami) nebo dokonce layer shift (posunutí vrstev). Proto se řemeny občas napínají — u Prusy si můžeš zkontrolovat napnutí přímo ve firmware (Belt Status, hodnoty zhruba 240–300 jsou v pořádku). Vodicí tyče se mažou — ocelové ano, karbonové ne (ty se jen čistí izopropylem). Tohle všechno je běžná údržba, které se věnujeme později.
Klíčová čísla (tahák)
Standardní tryska: 0,4 mm mosaz; abrazivní materiály → kalená ocel.
Probroušení mosazné trysky abrazivem: z 0,4 na 0,6–0,8 mm po pár stech gramech.
Direct drive retrakce: kolem 0,5 mm (zůstat pod 1, max 2). Bowden: start 1 mm (max 3).
Prusa Belt Status: napnutí 240–300 je OK.
Osy: X, Y, Z. Mazat ocelové tyče, karbonové ne.
⚠️ Časté chyby
Tisknout abraziva mosaznou tryskou. Probrousí se a kvalita klesne. Použij kalenou ocel.
Hrabat ve firmware a v tiskárně bez znalostí. Nejčastější způsob, jak si rozbít funkční stroj.
Mazat to, co se mazat nemá. Karbonové tyče se nemažou (jen čistí), trapézové matice Z u Prusy taky ne.
✅ Praktický úkol
Otevři manuál ke své tiskárně (nebo wiki výrobce) a najdi si na fotce hotend, extruder, podložku a řemeny. U každé části si řekni nahlas, co dělá. Pak se podívej na svou tiskárnu naživo a zkus je všechny najít. Až budeš mít problém, budeš vědět, kam koukat.
začátečník⏱ 10 min
Lekce 1.3 — Cesta od nápadu k dílu
🎯 Cíl lekce: Pochopíš celý řetězec od modelu přes slicer a G-code až po hotový výtisk a budeš vědět, kde co řešit.
Výklad
Mezi nápadem a hotovým dílem je pár kroků a každý z nich má svoje pravidla. Když ten řetězec pochopíš, budeš vědět, kde hledat problém, když něco nevyjde. Projdeme to popořadě.
Krok 1: Model (3D data)
Všechno začíná 3D modelem ve formátu STL nebo STEP. Buď si ho stáhneš z databáze (Printables, MakerWorld a další — celý modul mají věnovaný), nebo si ho vymodeluješ sám, případně naskenuješ skenerem. Pro začátek budeš nejspíš stahovat hotové modely. Model je jen tvar — nese geometrii, ale neříká nic o tom, jak ho vytisknout.
Krok 2: Slicer
Slicer je program, který model "nakrájí" na vrstvy a vygeneruje instrukce pro tiskárnu. Tady nastavuješ všechno podstatné: výšku vrstvy, rychlost, teploty, výplň, podpory, orientaci. Nejpoužívanější slicery jsou PrusaSlicer (česky), Bambu Studio (intuitivní) a OrcaSlicer. Pro každý materiál a tiskárnu existují originální profily od výrobce — používej je a nešahej do nich, dokud nevíš, co děláš. Slicer je místo, kde uděláš nejvíc rozhodnutí o kvalitě a kde taky nejčastěji uděláš chybu.
Krok 3: G-code
Když ve sliceru zmáčkneš "Slice", vznikne G-code — textový soubor s příkazy, kde se má tryska pohybovat, jak rychle, na jakou teplotu se má co nahřát. To je jazyk, kterému tiskárna rozumí. Většinou ho neotvíráš ručně, ale je dobré vědět, že existuje — když potřebuješ něco doladit, dá se upravit i přímo v něm.
Krok 4: Tisk
G-code pošleš do tiskárny — přes SD kartu, USB, síť nebo cloud. Tiskárna ho odjede a postaví model vrstvu po vrstvě. Tvoje práce v tuhle chvíli ještě nekončí: hlídáš první vrstvu (nejdůležitější moment celého tisku), případně reaguješ na problémy a po dotisku model sundáš a očistíš od podpor.
Kde co řešit
Tohle je klíč k troubleshootingu. Špatná pevnost? To je orientace a nastavení ve sliceru. Špatná první vrstva? To je kalibrace a podložka. Chlupatý povrch (stringing)? Teplota a retrakce ve sliceru. Když víš, ve které fázi řetězce problém vzniká, najdeš řešení mnohem rychleji. Většinu chyb totiž neuděláš na tiskárně, ale ve sliceru nebo už při výběru modelu a jeho orientaci.
Klíčová čísla (tahák)
Řetězec: model (STL/STEP) → slicer → G-code → tisk.
Slicery: PrusaSlicer, Bambu Studio, OrcaSlicer.
Originální profily výrobce = výchozí bod. Neměnit bez znalosti.
⚠️ Časté chyby
Přeskočit slicer a čekat, že tiskárna "to vyřeší". Většina nastavení kvality se dělá tady.
Stáhnout model do hry místo na tisk. Modely ze Sketchfabu bývají netisknutelné — drž se Printables a MakerWorld.
Měnit profily naslepo. Začni s originálním profilem výrobce a měň jednu věc po druhé.
✅ Praktický úkol
Stáhni si jednoduchý model z Printables nebo MakerWorld, otevři ho v sliceru (PrusaSlicer, Bambu Studio nebo OrcaSlicer), vyber originální profil pro svůj materiál a tiskárnu a zmáčkni Slice. Podívej se na náhled vrstev a všimni si, jak slicer model nakrájel. Zatím nic neměň — jen si projdi celý řetězec od stažení po G-code.
začátečník⏱ 13 min
Lekce 1.4 — Z čeho se skládá kvalita výtisku
Srovnání povedeného a nepovedeného výtisku stejného modelu vedle sebe
🎯 Cíl lekce: Pochopíš hlavní faktory kvality výtisku — první vrstvu, rychlost, teplotu, orientaci a kalibraci — a získáš mapu, podle které budeš ladit.
Výklad
Kvalita výtisku není o ceně tiskárny. Dneska vytisknou pěknou věc i levné stroje — záleží na tom, kolik práce dáš do nastavení. Pojďme si rozebrat, z čeho se kvalita skládá, ať víš, co máš ladit a v jakém pořadí.
První vrstva je základ všeho
Když nesedí první vrstva, nesedí nic. Musí být zploštělá, ne rozmáčknutá, a rovnoměrně přilnutá k celé podložce. Když je tryska moc vysoko, uvidíš mezery mezi liniemi; když moc nízko, ryje do podložky a uvidíš hřebínky. Tomuhle ladění se říká kalibrace první vrstvy nebo Live Z (záporná hodnota = tryska blíž k podložce, rozsah typicky zhruba −0,400 až −1,500). Každý plát si vyžaduje vlastní kalibraci — texturovaný je tenčí, takže tryska jde blíž. Tohle je nejčastější příčina neúspěchu u začátečníků.
Rychlost dělá kvalitu (nebo ji ničí)
Platí jednoduché pravidlo: čím rychleji tiskneš, tím horší kvalita. Marketingové rychlosti typu 600 mm/s zapomeň — reálně se kvalitně tiskne v rozmezí zhruba 60 až 150 (max 200) mm/s. Vnější obvodové stěny (perimetry), které jsou vidět, se vyplatí tisknout pomalu — kolem 60 mm/s. Rychlost je navíc omezená maximální objemovou rychlostí, kolik plastu stihne tryska roztavit (řádově kolem 12 mm³/s). První věc, kterou vyzkoušíš při problému s kvalitou, je zpomalit. Funguje to v překvapivě velkém počtu případů.
Teplota
Každý materiál má své teplotní okno a v něm hledáš kompromis mezi vzhledem a pevností. Příklad z měření: PLA má nejvyšší pevnost kolem 230 °C, ale nejlepší vzhled spíš u spodní hranice okna. Když materiál stringuje (dělá vlásečnice), často stačí teplotu o 5–10 °C snížit. K přesnému ladění slouží temp tower (teplotní věž), kterému je věnovaný samostatný modul o kalibraci.
Orientace a pevnost
Už víš z první lekce: pevnost je v rovině vrstvy. Při přípravě modelu řeš čtyři věci najednou — vyhnout se podporám, orientovat namáhání podél vrstev, dát na podložku co největší kontaktní plochu a zaoblené tvary tisknout naležato (jinak vzniknou schody). Orientace je často důležitější než jakékoli nastavení.
Kalibrace v rozumném pořadí
Tiskárna se ladí v určitém pořadí: teplota → maximální objemová rychlost → pressure advance → flow (průtok) → retrakce → vyrovnávání rohů → input shaping. Nemusíš všechno hned — pro začátek úplně stačí dobrá první vrstva, originální profil a rozumná rychlost. K plné kalibraci se dostaneš, až budeš tisknout náročnější věci. Pamatuj heslo, které ti ušetří hromadu času: nejlepší filament neexistuje, existuje jen dobré nastavení — v 99 % případů je problém na tvé straně.
Klíčová čísla (tahák)
Reálná rychlost kvalitního tisku: 60–150 (max 200) mm/s; vnější perimetry kolem 60 mm/s.
Maximální objemová rychlost: řádově 12 mm³/s.
Live Z rozsah: zhruba −0,400 až −1,500; záporná = tryska blíž.
PLA pevnost dle temp toweru: max kolem 230 °C (200 °C = 37 MPa, 230 = 40, 270 = 32).
Pořadí kalibrace: teplota → objemová rychlost → pressure advance → flow → retrakce → rohy → input shaping.
⚠️ Časté chyby
Ladit všechno najednou. Měň jednu věc, pak vyhodnoť. Jinak nevíš, co zabralo.
Tisknout zbytečně rychle. Kvalita jde dolů. Při problému nejdřív zpomal.
Svádět chyby na filament. V 99 % je problém v nastavení nebo v obsluze, ne v materiálu.
Zanedbat první vrstvu. Bez dobré první vrstvy je zbytek jedno.
✅ Praktický úkol
Vytiskni si jednoduchý kalibrační model (třeba krychli nebo malou loďku) na originálním profilu. Sleduj první vrstvu od začátku — jestli vidíš mezery nebo hřebínky, dolaď Live Z. Pak ten samý model vytiskni znovu o znatelně nižší rychlosti a porovnej kvalitu povrchu. Uvidíš na vlastní oči, jak rychlost rozhoduje.